What NDT is, why it’s important, when to use it, and the main NDT techniques used globally are all covered in this guide.
What is Non-Destructive Testing (NDT)? Definition & Overview
A collection of methods known as non-destructive testing (NDT) is used to assess a material’s, component’s, or structure’s integrity without compromising its potential future utility. Industrial NDT methods are used by most of the important companies across the world. It is used to:
- Find corrosion, cracks, or other imperfections that are not visible to the human eye.
- Verify adherence to safety guidelines.
- Extended asset life via preventative care.
Metals, alloys, polymers, composites, glass, ceramics, concrete, coatings, weldments, pipelines, castings, and electronic components are among the materials that are frequently tested using NDT.
Why is Non-Destructive Testing Important? Key Benefits Explained
NDT is important for two primary reasons: During manufacturing, quality control is used to ensure that components fulfil safety and performance standards. It is also useful for asset maintenance, frequent examinations and minimizing downtime and averting catastrophic failures.
For instance, oil and gas operators use eddy current testing to find early pipeline corrosion, while aerospace engineers use ultrasonic testing (UT) to find cracks in turbine blades.
Fact: Unplanned downtime costs Fortune Global 500 manufacturers more than $1.5 trillion a year. Such losses are greatly decreased by routine NDT (isa.org). Sectors that depend on NDT:
- Aerospace and Aviation
- Automobile
- Gas and Oil
- Generation of Power
- Infrastructure & Manufacturing
- Rail, Marine, and Mining Transportation
Destructive vs Non-Destructive Testing: Key Differences Compared
While destructive testing pushes materials to failure, non-destructive testing services preserve asset integrity, making it more cost-effective and sustainable for long-term use.
| Aspect |
Destructive Testing |
Non-Destructive Testing |
| Purpose |
Determine failure point |
Inspect without damage |
| Example |
Bending a sheet until it fractures |
Ultrasonic waves to detect cracks |
| Asset Use |
Cannot be reused |
Can still be used after testing |
When is NDT Testing Required? Inspection Frequency & Regulations.
The frequency of NDT for buildings is determined by asset risk levels and regulatory requirements.
India:
- According to the Factories Act of 1948, lifting equipment, boilers, and pressure vessels must all undergo routine NDT at predetermined intervals (typically once a year for pressure vessels and once a year for lifting machines).
- According to the Indian Boiler Regulations (IBR, 1950), boilers must undergo routine testing and inspections. Ultrasonic thickness and radiography are frequently necessary.
- In order to guarantee safe and leak-proof operations, the Petroleum & Natural Gas Regulatory Board (PNGRB) requires NDT inspections of pipelines, LPG storage, and pressure systems at predetermined intervals.
Wind Turbines:
Lightning strike protection systems → need to be checked often to avoid losing blades valued at $100 million a year.
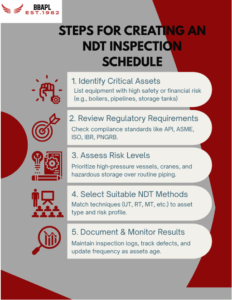
The steps for creating an NDT Inspection schedule infographic is mentioned below for your reference.
14 Types of NDT Methods & Techniques
There are 14 major NDT techniques and types of NDT, non-destructive testing methods, each suited for specific materials and applications.
1. Visual Testing (VT)
- How it works: Visual testing involves inspecting materials, welds, and structures using the human eye, sometimes aided by magnifying lenses, borescopes, cameras, or drones for hard-to-reach areas.
- Use cases: Detects corrosion, cracks, misalignment, and weld defects in pipelines, storage tanks, and structural components. Drones can inspect tall structures like chimneys or bridges remotely.
- Advantages/Limitations: Simple, fast, non-invasive, and low cost. Limited to surface-level defects; relies on inspector expertise and lighting conditions.
- Cost considerations: Minimal equipment cost; higher for drones or specialized cameras. Training and certified inspectors may add to operational expenses.
2. Magnetic Particle Testing (MT)
- How it works: Ferromagnetic materials are magnetized, and fine iron particles are applied. Surface or near-surface cracks disrupt the magnetic field, making particles accumulate at defect sites.
- Use cases: Ideal for weld inspection, turbines, generators, and heavy machinery components. Widely used in the aerospace and automotive sectors for crack detection.
- Advantages/Limitations: Highly sensitive to small cracks; fast for surface/subsurface defects. Limited to ferromagnetic materials; requires surface cleaning.
- Cost considerations: Moderate cost; requires magnets, particles, and skilled operators. Consumables (particles and solvents) add minor recurring costs.
3. Magnetic Flux Leakage (MFL)
- How it works: Magnetic sensors detect leakage fields caused by corrosion or wall loss in ferromagnetic objects. No particles needed; data is collected via electronic sensors.
- Use cases: Pipeline, storage tank, and tube inspections; particularly for long-distance or buried pipelines.
- Advantages/Limitations: Can cover large areas quickly; detects both internal and external corrosion. Limited to ferromagnetic materials; requires proper calibration for accurate results.
- Cost considerations: Equipment is higher-end; suitable for large-scale inspections. Operational costs include sensor maintenance and data analysis.
4. Liquid Penetrant Testing (PT)
- How it works: Dye or fluorescent liquid penetrates surface cracks. Excess is removed, and a developer makes the defects visible.
- Use cases: Detects fine surface cracks in stainless steel, aluminum, and non-ferromagnetic alloys. Used in complex geometries like castings and aerospace components.
- Advantages/Limitations: Simple and effective for surface defects; limited to surface cracks and requires clean, dry surfaces.
- Cost considerations: Low equipment cost; consumables like dyes and solvents are affordable. Labor and preparation time impact overall cost.
5. Ultrasonic Testing (UT)
- How it works: High-frequency sound waves are transmitted into a material. Reflections from defects indicate cracks, voids, or delamination.
- Use cases: Pipelines, pressure vessels, tanks, composite materials. Can be mounted on drones for hazardous environments.
- Advantages/Limitations: Can detect deep internal flaws; highly accurate and portable. Requires skilled operators; surface preparation may be necessary.
- Cost considerations: Equipment moderately expensive; training and calibration add costs. Long-term, cost-effective for frequent inspections.
6. Guided Wave (GW) Testing
- How it works: Ultrasonic waves propagate along pipelines. Reflections from corrosion or wall loss are analyzed.
- Use cases: Long pipelines without removing insulation, storage tanks, and critical piping in chemical plants.
- Advantages/Limitations: Scans large areas quickly, reduces downtime. Limited resolution for small defects; less effective for complex geometries.
- Cost considerations: Equipment is higher-end; labor savings on insulation removal offset initial cost.
7. Radiographic Testing (RT)
- How it works: X-rays or gamma rays penetrate materials. Defects attenuate radiation differently, forming images on film or digital detectors.
- Use cases: Weld inspection in dense metals, aerospace components, pipelines, and pressure vessels.
- Advantages/Limitations: Detects internal flaws; precise imaging. Requires radiation safety measures and specialized operators; cannot be used in all environments.
- Cost considerations: High equipment cost; recurring costs include film, detectors, and radiation safety compliance.
8. Eddy Current Testing (ECT)
- How it works: Alternating current induces eddy currents in conductive materials. Flaws alter current flow, detected by probes.
- Use cases: Heat exchangers, power cables, aircraft fuselage, and non-ferrous alloys. Detects cracks, corrosion, and thickness variations.
- Advantages/Limitations: Non-contact, rapid, sensitive. Limited to conductive materials; depth penetration is shallow.
- Cost considerations: Equipment moderately expensive; probes and calibration add recurring costs. Operator training essential.
9. Ground Penetrating Radar (GPR)
- How it works: Electromagnetic pulses penetrate surfaces; reflections from subsurface objects are recorded.
- Use cases: Locating buried utilities, voids, underground tanks, or concealed structures. Used in civil engineering and construction.
- Advantages/Limitations: Non-invasive; provides real-time mapping. Depth depends on soil type; metals and moisture can interfere.
- Cost considerations: Equipment moderately to highly expensive; software for interpretation adds costs.
10. Acoustic Emission Testing (AE)
- How it works: Sensors detect stress waves from cracks, leaks, or material deformation in real time.
- Use cases: Bridges, towers, pressure vessels, and storage tanks. Monitors active crack growth or structural fatigue.
- Advantages/Limitations: Detects real-time defect development; can monitor large structures continuously. Limited localization accuracy; sensitive to background noise.
- Cost considerations: High initial sensor cost; long-term monitoring reduces inspection frequency.
11. Thermal/Infrared Testing (IR)
- How it works: Infrared cameras detect temperature variations on surfaces. Hot or cold spots indicate defects or energy loss.
- Use cases: Electrical panels, motors, building inspections, thermal fatigue detection.
- Advantages/Limitations: Non-contact, safe, and fast. Limited to surface-level thermal anomalies; environmental conditions affect results.
- Cost considerations: IR cameras range from affordable handheld devices to high-end systems; software adds additional cost.
12. Microwave Testing (MW)
- How it works: Microwaves interact with materials, and reflected signals reveal internal flaws.
- Use cases: Plastic, composites, and laminated materials in aerospace or automotive industries.
- Advantages/Limitations: Non-destructive for non-metallic materials; ineffective on metals. Depth penetration depends on material.
- Cost considerations: Equipment moderately expensive; calibration and trained operators increase costs.
13. Laser Testing
- How it works: Holography and stereography lasers capture surface deformations caused by subsurface defects.
- Use cases: Aerospace panels, electronic circuits, composite materials. Detects delamination, voids, and stress.
- Advantages/Limitations: Highly precise, non-contact. Sensitive to vibration; costly and complex setup.
- Cost considerations: High capital cost; minimal recurring costs for routine inspections.
14. Leak Testing (LT)
- How it works: Detects leaks using bubble tests, pressure decay, halogen detection, or helium mass spectrometry.
- Use cases: Gas tanks, pipelines, refrigeration units, pressure vessels. Ensures containment and safety.
- Advantages/Limitations: Highly sensitive; various methods suit different applications. Some methods require specialized gases or equipment.
- Cost considerations: Equipment varies from low (bubble/pressure) to high-end (helium mass spectrometer); operational costs include consumables and trained personnel.
What are the International NDT Standards and Compliance Requirements?
NDT practices and structural inspection techniques must comply with global standards to ensure accuracy and safety. Key standards are:
- ISO 9712: Certification of NDT personnel.
- ASME / ASTM: Testing methods in mechanical engineering.
- API 653: Storage tank inspections.
- EN 473: European standards for testing techniques.
Major Regulatory Bodies by Country
Each country has its own material testing techniques and regulatory bodies and standards to ensure safe and compliant NDT practices.
| Country |
Regulatory body |
Standards/ Codes |
| India |
Directorate General of Mines Safety (DGMS), Petroleum & Natural Gas Regulatory Board (PNGRB), Central Boilers Board (IBR), Bureau of Indian Standards (BIS) |
IBR, IS Codes (BIS), OISD Standards, PNGRB Guidelines |
| USA |
OSHA, PHMSA, FAA, EPA |
API, ASME, ASTM, ASNT |
| UK |
HSE, OGA, ENA |
BINDT, BSI |
| Canada |
CCOHS, NRCan, CNSC |
CSA, CGSB |
| Germany |
BAuA, BMWi |
BAM, DGZfP |
Final Thoughts
NDT is a cost-effective, safe and reliable method of asset management in construction and industrial fields. Based on advanced methods such as AI-powered drones, defects are identified at the initial stage, downtime is reduced, and asset life is prolonged without violating the international standards.
NABL certified NDT services at BBAPL are provided on concrete, steel, soil and other substances. Furthermore, the digital sample tracking and IS Code validation is performed on the correct and compliant results.
📞 +91 96301-50426 | ✉️ info@bbapl.in